












Fixing
Dowel joints
Whilst the availability of MDF in sheet form enables items such as sub frames, mirror surrounds and panelled door frames to be cut as complete units from the sheet, some constructions are manufactured most economically by jointing MDF components. Several different types of joints can be used, but dowel joints are easily machined with simple equipment and they have the advantages of high strength, and versatility.
Machining conditions
Dowel holes should be machined with a sharp drill so that their surfaces are free from loose fibres. All dust should be removed prior to assembly. Tungsten carbide tipped drills are preferred as these will give longer periods between sharpenings compared with high speed steel drills. Drilling speeds should be as low as possible consistent with producing cleanly machined holes. The 'feed-in' and 'withdrawal' rate should be as high as possible to avoid any overheating or polishing of the hole wall which could prevent the formation of a satisfactory glue bond between the MDF and the dowel.
Dowel selection
Beech or birch dowels are preferred although dowels cut from any straight grain timber with comparable strength would be acceptable.
The following dowel diameters are recommended for insertion into the edges of MDF:
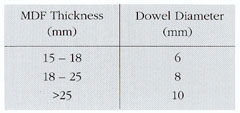
|
|||
|
Adhesives
Urea formaldehyde (UF) or polyvinyl acetate (PVAC) adhesives with good gap filling properties are recommended for the assembly of dowel joints between MDF components. High solids content grades are preferred to counteract any absorption of adhesive into the machined edges of the MDF. Users should select grades which conform to relevant National standards in respect of strength and resistance to sustained load.
Assembly technique
The adhesive should be applied to the dowel holes and spread over the surface by stick, spatula or brush to ensure good coverage within the joint. Plastics squeeze bottles or pressure pot applicators can be used to shorten assembly times but care should be taken to ensure a good spread of adhesive within the dowel holes.