












Befestigung
Dübelverbindungen
Die Verfügbarkeit von MDF im Plattenformat ermöglicht einerseits das direkte Ausschneiden von Unterrahmen, Spiegeleinfassungen und Rahmen von Paneeltüren aus der Platte als Fertigteil. Andererseits besteht das ökonomischste Herstellverfahren für bestimmte Konstruktionen darin, dass MDF-Teile miteinander verbunden werden. Verschiedene Fugenverbindungen können hierfür verwendet werden; jedoch sind Dübelverbindungen einfach anzulegen und haben den Vorteil hoher Festigkeit und Vielseitigkeit.
Bearbeitungsbedingungen
Dübellöcher sollten mit einem scharfen Bohrer gebohrt werden, so dass ihre Oberflächen frei von losen Fasern sind. Hartmetallbestückte Bohrer sind solchen aus Hochgeschwindigkeitsstahl vorzuziehen, da sie eine höhere Standzeit zwischen den Schärfvorgängen haben. Die Bohrgeschwindigkeit sollte so niedrig wie möglich sein, immer mit dem Ziel, sauber gebohrte Löcher zu erhalten. Andererseits sollten Vorschub- und Rückzugsgeschwindigkeit so hoch wie möglich sein, um Überhitzen oder Polieren der Lochwände zu vermeiden, da sonst keine befriedigende Verklebung zwischen dem MDF und dem Dübel mehr zu erzielen ist.
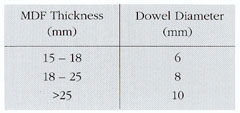
Auswahl der Dübel
Dübel aus Buchen- oder Birkenholz werden bevorzugt, obwohl auch Dübel aus anderen geradfaserigen Hölzern mit vergleichbarer Festigkeit zugelassen werden können.
|
|||
|
Klebstoffe
Harrnstoff-Formaldehyd (HF) oder Polyvinylacetat (PVAC)- Kleber mit guten Fülleigenschaften werden für die Verklebung von Dübelverbindungen zwischen MDF-Platten empfohlen. Außerdem sollten Kleber mit hohem Festkörpergehalt bevorzugt werden, um einem „Wegschlagen“ des Klebstoffs in die bearbeiteten MDF-Kanten (Schmalflächen) entgegenzuwirken. Bei der Auswahl der Klebstoffe sollten die Anwender auch nationale Anforderungen bezüglich Festigkeit und Dauerhaftigkeit bei Langzeitbelastung beachten.
Fügetechnik
Der Klebstoff sollte in die Dübellöcher eingebracht und mit einem Holzstück, Spatel oder Pinsel über die Oberfläche verteilt werden, um eine vollflächige Beleimung innerhalb der Fuge zu gewährleisten. „Quetschflaschen“ aus Plastik oder Dübelpistolen können verwendet werden, um die Fügezeit zu vermindern, trotzdem sollte auf eine gute Verteilung des Klebstoffs im Dübelloch geachtet werden.